
The method of production of polyethylene pipes in different grades is almost similar to each other. Currently, polyethylene pipes are produced in our country with two grades PE100 and PE80. As in the late 90s, the production of PE63 grade (polyethylene material) in domestic petrochemicals became obsolete and the production of PE100 raw materials became possible for Iranian petrochemical complexes. Only two grades PE100 and PE80 with standard approval were used as approved raw materials in polyethylene pipe grade produced by petrochemicals, and used in factories producing polyethylene pipes and fittings.
Contents:
1: PE 120 material for polyethylene pipe production in European countries.
2: production polyethylene pipe with PE80 and PE 100 material in Iran.
3: types of PE100 materials used in the production of polyethylene pipes.
1: PE120 material for polyethylene pipe production in European countries.
More than a decade, PE120 raw material has been produced in European countries, and the standards have been compiled based on PE100 and PE120 materials, and the production of products is done only with these two grades, and the production of PE80 materials has practically stopped in European countries. Is. Unfortunately, none of Iran’s petrochemical companies have succeeded in producing and obtaining a license for PE120 pipe grade materials.

2: production polyethylene pipe with PE80 and PE 100 material in Iran.
Currently, most of the consultants and employers in the oil and gas and mining industries approve PE100 materials in the initial calculations and design of projects, and only in the agricultural sector and some water and sewage companies, the initial design is based on PE80 polyethylene materials

3: types of PE100 materials used in the production of polyethylene pipes.
PE100 material is available in two types: natural and self-colored black. Gas companies in gas supply projects based on the requirements of IGS standards of Iran National Gas Company only approve pipes and fittings that are produced with self-coloring materials of Jam Petrochemical and Shazand Petrochemical. In some oil and gas projects, due to the sensitivity of the project, the consultant and designer consider it mandatory to produce polyethylene pipes and fittings with black self-coloring materials.
First step:
In the first stage, according to the type of order for polyethylene pipes and fittings in oil, gas and petrochemical projects in the initial MTO (list of parts required for the implementation of pipelines) provided by the consultant and the employer, to all the technical specifications of the product in parts and in full. It is clearly mentioned. In the rest of the projects, the employer only announces the working pressure and size. You can see an example of the MTO sample sent to Petroab Hayat Industrial Group in the image below.
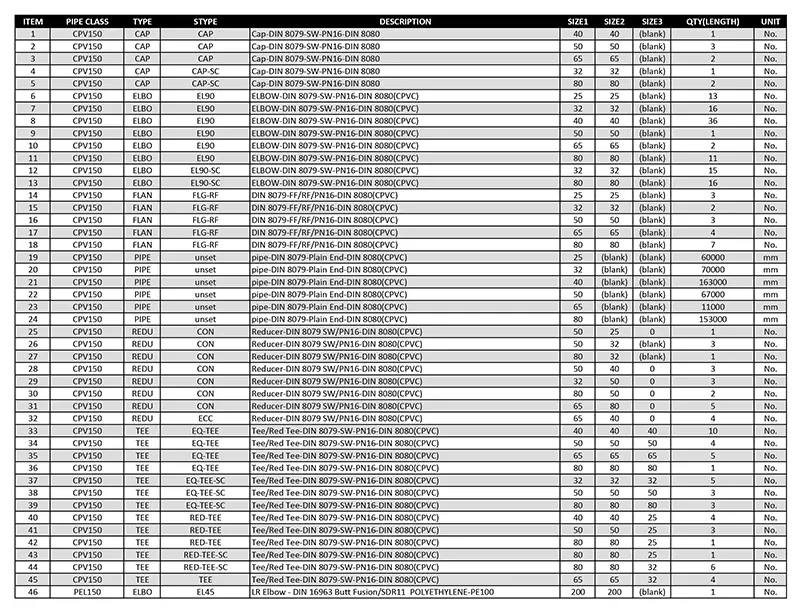
In general, the first stage of production begins based on the order and basic technical information provided by the employer and customer, such as the type of material (natural or self-colored), material grade, size, pressure, safety factor and SDR.
Changing the template
If natural materials are used, 5% of masterbatch or ramafin (pigment) black (carbon black) is added to natural silage raw materials. At the same time, the mold of the requested pipe size is closed at the end of the extruder (output) of the die head of the machine, for example, to produce a 110 mm SDR11 pipe, pressing 16 times, first the 110 mm size mold is placed in the die head of the machine, and then the 110 calibrator is changed. mm is done.
In the same way, in the vacuum and cooling tanks section, 110 ring and 110 washer are considered for the tanks, and finally the haul off (pipe pulling machine) is set to 110 size, and if the pipe is A winder is used to produce coils.

Adjusting the temperature of heaters and start the line
Therefore, according to the size and pressure announced by the customer, the mold is replaced before anything else. After the mold is replaced, the heaters outside the extruder and the heaters inside the mold are turned on by the operator until the temperature of the extruder and molds reach the desired temperature, which is usually with a small tolerance. relative to raw materials, set by the operator or production manager; reach. Within a few hours, when the temperature reaches 180-260 degrees Celsius, behind the line, which includes the calibrator-vacuum tank and cooling tanks, the pipe mold size is changed and the initial settings are applied.
After the temperature of all parts of the extruder and molds reaches the set temperature, the raw materials are transferred from the material silo to the extruder funnel by a device. The materials inside the Mardon cylinder of the extruder gradually melt and become completely homogeneous and uniform inside the mold.

Start pipe
At the start of the line, a pipe of the same size is passed through the end of the line as a start pipe, the start pipe from the end of the line reaches the die head of the machine and the output molten material is attached to it by hand by the operator. In polyethylene pipes of different sizes, the external diameter is always the same, and if the pipes are produced with higher pressures, the thickness of the pipe wall increases from the inside and the internal diameter decreases. In fact, the outer diameter of polyethylene pipes is always constant.
Size stabilization and cooling
At the end of the die head, the material with a temperature of about 200 degrees is removed from the mold in the form of a paste, and in the sizing of the device and calibrator in the initial stage, while reducing the temperature of the material, the outer diameter and wall thickness of the tube are fixed. A vacuum is created in the same tank with a length of approximately 6 meters, and at the same time as the temperature of the product decreases, the dimensions are stabilized, and cooling is done completely in the next tanks.
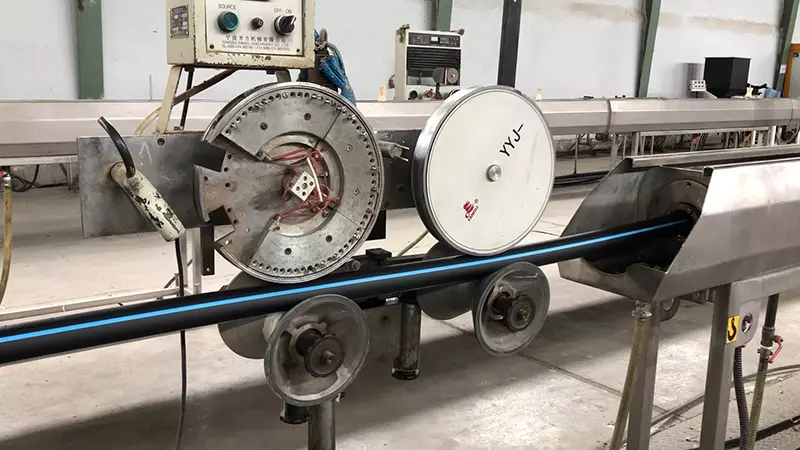
After the cooling tanks, the pulling device or Halaf has the task of creating a tension corresponding to the output speed of the extruder in such a way that the tube is pulled by this device from the end of the mold and tanks.

Cutting and printing standard requirements
The cutting or sawing device is set based on the type of pipe that is produced as a branch or coil. Between the cutting machine and the halaf, a printer machine, which in the past used to thermally engrave pipe specifications (now a printer), but nowadays ink-jet printers (jet printers) are used, which print pipe specifications and standard requirements that include (size) -pressure-material-standard number-SDR-production date-production shift) is printed on it.
Finally, the pipes are packed in coils or branches based on the size and are ready to be loaded and sent to the place of mining and gas, water and sewage, mining or agricultural and construction projects. Fortunately, with many years of experience and expertise and advanced machinery, Petro-Ab Hayat Industrial Group has been able to cooperate with many groups inside and outside the country, and by increasing its production capacity, it has been able to be one of the pioneer groups in the country and even in the Middle East.

